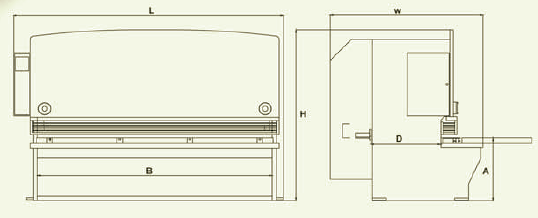
Гильотина имеет жесткий сварной каркас, изготовленный из цельнолистового проката. Прокат проходит естественное старение в условиях окружающей среды не менее одного года. После механической обработки и сварки станина отжигается и сварные швы дополнительно обрабатываются вибромашинкой, для снятия остаточных напряжений. Весь комплекс операций позволяет исключить любые поводки станка и сохранить точность на весь срока эксплуатации. Благодаря регулировке угла наклона лезвия, повышается качество реза при работе с металлом разной толщины.
Угол наклона лезвия может быть установлен с минимальным значением 0,7 градуса, что позволяет резать узкие полосы с минимальным искажением, уменьшая, или полностью исключая, эффекты штопора и сабли.
Верхняя траверса образует общий блок с силовой рамой станка и установлена в распор между роликовыми опорами.Роликовые опоры, установленные на раме станка, компенсируют поперечное движение траверсы при изменении зазора между лезвиями, а также угла наклона траверсы, за счет тарельчатых пружин установленных на роликах. Передний ролик расположен точно в плоскости реза и качественно воспринимает поперечные нагрузки. На плоскости траверсы участки соприкосновения с роликами отшабрены и имеет параллельность 0,03 мм, что позволяет осуществлять движение с высокой точностью от гидроцилиндров.
Благодаря такому конструктивному решению работы по техническому обслуживанию и регулировке станка сводятся к минимуму.
За счет регулировки угла наклона траверсы уменьшается усилие реза, что позволяет увеличить срок службы манжет и уплотнений гидроцилиндров. Верхнее и нижнее лезвие имеет 4 режущих кромки в отличие от гильотин с качающимся лезвием, соответственно, срок службы лезвий увеличивается минимум в 2 раза. Лезвие станка состоит из сегментов, что позволяет исключить проблем при переточке.В станке присутствует функция ограничения длины реза. При использовании листов, ширина которых меньше полезной длины реза станка, оператор имеет возможность ограничивать длину реза вручную или задавать длину в ЧПУ.
Данная операция позволяет значительно сэкономить время и увеличить производительность.
Гидростанция собирается из немецких комплектующих: блоки и дросселя фирмы HOERBIGER (Германия); гидронасос ECKERLE (Германия).
ШВП и линейные направляющие по осям марки HIWIN (Тайвань). Точность перемещения ±0,01.
Электрические компоненты европейского производства: привода и серводвигатели Schneider Electric (Франция), электрика Schneider Electric и ABB (Швейцария).
За счет высокоточного парка металлообрабатывающего оборудования достигнута точная повторяемость производимых станков. Производство сертифицировано по стандартам TSE, ISO 9001:2000 и CEEuropeanStandards.
Модель
HCN 2006
HCN 2504
HCN 2506
HCN 2508
HCN 2510
HCN 2513
Длина реза, мм
2000
2530
2530
2530
2530
2530
Толщина металла при прочности материала 42 кгс/мм2
6
4
6
8
10
13
Толщина металла при прочности материала 70 кгс/мм2
Все материалы данного сайта
являются собственностью ГК "СПИКОМ"
Копирование информации без письменного
разрешения компании запрещено и
преследуется по закону